
12 种金属加工工艺
在庞大的制造领域中,机械加工是将原材料转化为成品的基本过程。这种制造技术使用各种切削刀具来将工件制成所需的形状、特征和表面处理。机械加工工艺多种多样,从传统的加工操作(如铣削和车削)到非常规的加工操作(如超声波加工和化学加工)。每种操作都具有独特的功能和特性,因此最适合某些应用。
了解加工过程对于成功执行制造项目至关重要。在本文中,我们将详细讨论常规和非常规加工操作。您可以根据我们在下面提供的信息为您的项目选择理想的制造方法。
什么是 是金属加工吗?
金属加工是通过从工件上去除材料直至最终金属部件完成来制造产品的过程。加工也称为减材制造工艺。它与增材制造技术相反,后者通过一次构建一层来制造物体。加工提供高精度,并用于各行各业制造各种产品。
金属加工可以通过手持工具手动完成。话虽如此,如今大多数加工操作都已通过 CNC 加工实现自动化。该技术使用计算机软件来引导切削刀具的运动。通过将 CNC 机器集成到制造过程中,您可以提高成品零件的准确性、效率和质量。
现在,我们已经熟悉了金属加工的基本概念,让我们来讨论一下常见的加工工艺类型。
不同的类型 机械加工操作
有多种类型的机械加工操作可满足不同的项目要求。机械加工工艺可分为两类:常规机械加工技术和非常规机械加工技术。
常规加工工艺也称为传统加工工艺。这些技术使用物理切削工具(例如切削刀片和钻头)来完成加工动作。常规加工工艺的常见示例包括铣削、车削、刨削、钻孔、镗孔和锯切。
非传统加工工艺不需要传统的切削刀具或机械力来去除工件上的材料。相反,它们依靠其他形式的能量(如化学能、热能和电能)来侵蚀工件表面的材料。非传统加工工艺的例子包括激光加工 (LBM)、电火花加工 (EDM)、化学加工工艺、电化学加工 (ECM)、超声波加工和磨料喷射加工。
让我们更详细地讨论常见的加工技术。
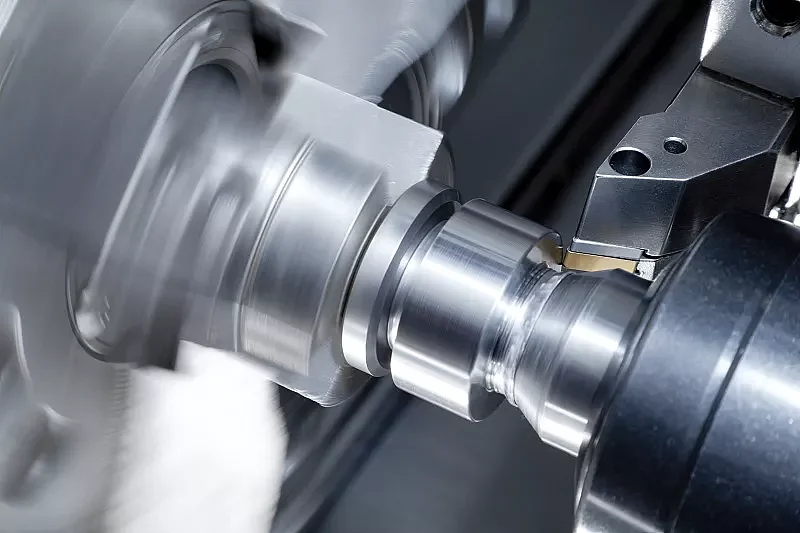
1.车削
车削是基本机械加工操作之一。它涉及使用固定切削刀具从旋转工件的外径上去除不需要的材料。车削过程可制造旋转部件,通常使用单点切削刀具。
金属车削可在车床或车床上进行。这种精密加工技术适用于多种金属材料,包括铁、铝、钢、钛、黄铜和镍合金。
2. 钻孔
钻探 是一种使用钻头加工圆柱形孔的机械加工操作。在钻孔过程中,钻头被压在固体材料上并高速旋转。这可以去除不需要的材料并形成盲孔(达到指定深度且只有一侧开放的孔)或通孔(贯穿工件的孔)。钻孔特性将根据所选钻头而有所不同。
几乎任何类型的金属材料都可以进行钻孔作业 - 从铝到钢和钛。 CNC 钻孔使机械师能够高效地实现精确的孔径和深度。 常见的钻孔机类型包括:
灵敏的钻孔机
排钻机
数控钻孔机
径向钻孔机
微型钻床
深孔钻床
3. 铣削
磨 是一种减材制造工艺,利用旋转切削工具从固定工件上去除材料。铣削操作需要四个关键部件:铣床、工件、夹具和铣刀。
这种传统的加工工艺利用多点切削工具来实现所需的形状和表面光洁度。在数控铣床中,铣刀的运动由计算机软件引导,从而产生具有精确公差的精确零件。
常见的铣削操作类型有:
端铣
倒角铣削
面铣
螺纹铣削
铣槽
4.研磨
研磨 使用旋转的砂轮从工件表面去除相对少量的材料。砂轮由嵌入的磨料颗粒或磨粒组成,每个磨料颗粒或磨粒都可用作微型切削工具。常用的砂轮磨料包括氧化铝、碳化硅和立方氮化硼 (CBN)。由于这些磨粒的硬度,磨削可用于加工多种金属。由于磨料颗粒因反复使用而变钝,它们会从工具上脱落,使新的锋利磨粒突出。因此,砂轮被视为自锐化切削工具。
根据磨料颗粒的大小,磨削可用于粗加工和精加工。粗砂粒具有较大的颗粒,可实现更高的材料去除率,适合粗磨。相反,细砂粒则非常适合精密磨削和精加工。
5、刨边
刨也称为平面加工,是一种减材制造技术,可产生较大的平面。在这种加工过程中,工件被固定在水平工作台上,该工作台在固定的单点切削工具下来回移动。除了加工平面外,刨削还用于切割槽。根据您的加工需求,您可以从不同类型的刨床中进行选择,包括:
双龙门刨床
开边刨床
刨坑机
刨边机
分体式刨床
6、锯切
锯切被视为一种传统的机械加工工艺。尽管它可能不如现代制造技术那么迷人,但它仍然是机械车间中最重要的操作之一。
锯切加工使用一种称为锯的切削工具,沿着预定的路径去除不需要的材料。锯主要有四种类型 - 钢锯、带锯、圆锯和砂轮锯。每种类型在制造业都有特定的功能和应用。
7.拉削
拉削是一种常见的加工工艺,使用拉刀从工件上去除材料。拉削刀具通常有多个齿,由耐用材料制成,例如高速钢和硬质合金。
在拉削过程中,切削刀具被推入或拉入工件,一次性去除材料。这样可以制造出具有出色表面光洁度的精确零件。拉削大致分为两类:
内拉削用于加工孔和键槽等内表面。
外拉削适用于加工齿轮齿等外部形状。
8. 铰孔
扩孔 是一种精密加工工艺,用于修改现有孔的精度和光洁度。旋转切削工具(称为铰刀)用于刮掉薄层材料,从而提高孔表面的尺寸精度和光滑度。这种加工工艺不会从头开始创建新孔。相反,它会改进已经通过钻孔、镗孔或取芯等加工操作制成的现有孔。
不同的铰孔任务需要不同类型的铰刀。一些常见的铰孔工具是手动铰刀、壳式铰刀、短螺钉机铰刀和锥形销铰刀。铰孔是需要精确特征的行业中必不可少的机械加工操作。例如,它用于航空航天、医疗设备和汽车行业,以产生精确而光滑的孔。
9. 敲击
攻丝是一种简单、流行且高效的制造工艺。它使用一种称为丝锥的切削工具在工件孔内形成内螺纹。在此加工过程中,丝锥的切削面会从工件表面去除材料,从而形成螺纹轮廓。这些螺纹孔可容纳螺栓、螺钉和其他紧固件,便于牢固紧固。
攻丝工具主要有两种类型。
手用丝锥:顾名思义,手用丝锥是在手动切削螺纹时使用的。
机用丝锥:这些切削工具与钻床和数控机床等机器一起使用。
其他类型的攻丝工具包括成型丝锥、切削丝锥、直槽丝锥和螺旋槽丝锥。
10. 滚花
滚花是一种加工技术,可在成品零件的表面上形成纹理图案。此工艺有三个主要功能:改善零件的美观度、增强组件手柄区域的抓握力以及准备压配合零件。
手工滚花是一种手动工艺,通常用于加工较软的材料。机器滚花是在车床上进行的,可在较硬的金属上产生更精细的细节。这种传统加工工艺的常见应用包括:
工具手柄
自动铅笔
手枪式握把
鲃鱼棒
11.无聊
Boring 是常见的传统加工工艺之一。它利用镗孔工具扩大现有孔并改善其表面光洁度。镗孔与铰孔类似,因为它会加工现有孔。然而,与铰孔不同,这种制造技术使用单点切削刀具。两者之间的另一个区别是,镗孔能够实现卓越的定位精度。
镗孔通常在车床上进行。该加工过程也可以在数控铣床上完成。
12. 电火花加工 (EDM)
放电加工 电火花加工 (EDM) 是一种非常规加工工艺,利用热力而非机械力去除材料。具体来说,电火花被转换成热能,从而熔化工件表面不需要的材料。电火花加工仅适用于导电材料,可以制造形状复杂、精度高的零件。当传统加工操作达到极限时,机械师通常会转向电火花加工。深腔和内边缘等特征只能通过电火花加工进行加工。
电火花加工工艺主要分为三类:
电火花加工
线切割加工
电火花钻孔
金属加工可以使用手持式切削工具手动完成。话虽如此,如今大多数加工操作都已通过 CNC 加工实现自动化。该技术使用 CNC 机器在材料去除过程中引导切削工具的移动。CNC 加工大大提高了加工过程的准确性和效率。此外,它使制造商能够生产具有出色表面光洁度的高质量零件。
有不同类型的机械加工操作可满足各种项目要求。所有机械加工工艺大致可分为两类:常规机械加工工艺和非常规机械加工工艺。






请先 登录后发表评论 ~